The role of the manufacturing executive must be upgraded too.
Would you consider Moderna to be a manufacturing company? Most likely not. But for it to meet the vaccine delivery demands during the COVID-19 pandemic, the Massachusetts-based biotech company must have already forged formidable manufacturing prowess as part of its capabilities. In fact, for most of us, when we think of juggernauts in manufacturing, it is Toyota, the Japanese auto giant, that first comes to mind. No doubt when Toyota knocked General Motors off the perch as the world’s largest automobile company in 2008, its Toyota Production System (TPS) of lean manufacturing had already become the sine qua non of manufacturing by then. The near-universal adoption of just-in-time (JIT) production systems that prioritise lead times and cost efficiency, as much as they do quality, has rendered it a defensive strategy. Because every company has become so good at it, one has to be the same as well simply to avoid falling behind. In other words, manufacturing has lost its strategic role.
The recent shocks from the supply chain disruptions caused by the pandemic have also raised questions about the wisdom of going all-in into JIT or lean manufacturing. The global silicon chip shortage shows us that perhaps companies have gone too far in building a lean supply chain, taking out critical muscle in their quest to remove fat, and in the process losing substantial robustness. At the same time, companies, including manufacturers, need to contend with other pressing challenges concerning sustainability (including those from climate change and environmental degradation) and the accelerating pace of emerging technologies.
So what should be the role of manufacturing today given all these challenges? In this article, we argue that it is time for manufacturing to become strategic again. Being defensive is no longer sufficient; manufacturing should strengthen its offensive capabilities and become a formidable tool once more to improve a company’s competitive position. We present a framework that guides senior executives on the mix of capabilities that would help them respond to pressing challenges according to their choice of business strategies. In the process, we give examples to show the multiple pathways for upgrading manufacturing capabilities, including those taken by Moderna. Just as important, making manufacturing strategic necessitates a relook at the roles and responsibilities of the executives running the manufacturing operations in the company. We conclude with the implications for the manufacturing executive to jumpstart reflection and conversations beyond what is covered in our article.
CAPITALISING ON INFORMATION DENSITY AND INTERCONNECTEDNESS
For manufacturing to play a strategic role, executives must first examine and understand two trends evident in the manufacturing process today: first, increasing information density of products; and second, increasing connectedness of the production process.1 For sure, these two trends are not the only ones that deserve attention, but as they are specific to the objective of upgrading the strategic role of manufacturing, we pinpoint them as among the most important shifts needed to create such new opportunities.
Increasing information density of products refers to how products today carry a lot more information than they did in the past, even for non-digital ones. For example, the packaging of a carton of milk now has labels indicating its nutritional profile, manufacturing and expiry dates, and country of origin, and possibly even information on how to dispose of the packaging. A ‘smart’ mattress, such as one by a US brand Sleep Number, not only adjusts its temperature, softness, and angle to your preference, but it can also measure your biometrics (e.g., heart rate, breathing, and sleep pattern) and even infer whether you may be suffering from sleep apnoea or restless foot syndrome. The information collected goes beyond informing the customer; it is also shared with Sleep Number for it to create new products and for researchers to derive health insights.
This growing intensity of information is evident in almost every sector and product, from apparel and household appliances to medical devices, and, of course, vaccines. In fact, production and supply systems need to develop capabilities in tandem to collect, analyse, exploit, and provide this variety and volume of data, and likely at high velocity (i.e., quickly) as well.
One reason for the extent of such proliferation can be attributed to the rapid and wide adoption of sensors, implicit from the smart mattress example above. For example, sensors in a commercial jet engine flying from Singapore to London generate gigabytes of data. Such data in turn can be studied to ensure timely and targeted maintenance, and improve the design and manufacture of future models. Another example comes from the construction industry. There are lots of sensors built into buildings and bridges. In the former, data on how wind or tremors affect a building can help produce stronger and safer buildings, and in the latter, the force produced by vehicles at different speeds and in various weather conditions informs maintenance and repair decisions.
Increasing connectedness of the manufacturing process refers to how different production steps are becoming more intermeshed than before. In recent years, we observe this taking place even when plants share neither physical proximity nor a common owner or controlling entity. One prominent driver of this trend is the increasing concern for the sustainability of manufacturing operations and the realisation of higher value creation when entities collaborate, whether in loosely- coupled networks or in more tightly-knit and mature business ecosystems.2 Perhaps this trend is best illustrated by the chemical industry where the by-product of one plant becomes the raw material for another. For instance, Novo Nordisk at Kalundborg Symbiosis, an eco-industrial park in Denmark, produces waste that other plants nearby use–a fine example of the circular production that the industrial park prides itself on. Other waste materials are used as fuel, another reason for the industrial park’s claim that “local energy supply is CO2 neutral”.3 Another example comes from Trident Feeds, the British agricultural products company, where leftover sugar beet pulp post-sugar extraction is turned into cattle feed. Some of the pulp is burnt to warm the greenhouses where tomatoes are grown. Where leftover material was usually dumped as waste, it now generates additional value through out-of-the-box thinking, and symbiotic coalitions and collaborations.
Modern factories very often operate in an industrial network that spans different geographical locations and involves plants of different companies, but they work together all the same. Singapore’s Jurong Island is a good example, where the government has brought together and built an ecosystem of companies for the energy sector: from oil processing and refineries to a liquified natural gas or LNG terminal, and related supporting logistics and engineering companies. They are all in and around Jurong Island, forming mutually beneficial connections.
A new framework
By treating the two trends as dimensions, they can be expressed as a 2x2 matrix, giving us four archetypes of manufacturing (refer to Figure 1). Companies in quadrant A (standard manufacturing) occupy the traditional space of manufacturers, whose main focus is on basic production capabilities: quality, reliability, and cost efficiency. Companies making relatively straightforward products, such as drink bottles and pencils, can stay in this quadrant, and focus on the abovementioned capabilities.
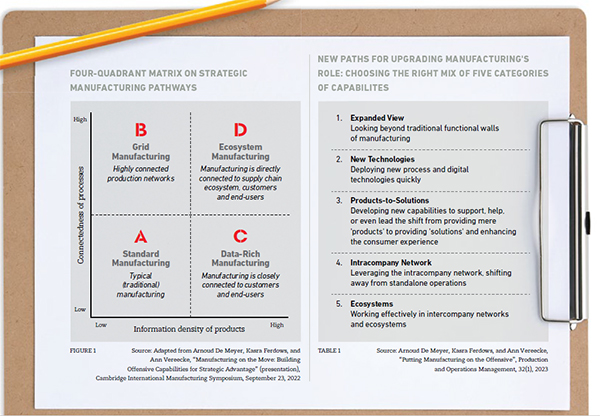
As such, companies located in quadrant A can examine their market position and decide on the appropriate direction to adopt when upgrading their manufacturing capabilities. Those who move into quadrant B (grid manufacturing) would reduce their environmental footprint and create value through closer co-operation, possibly by exchanging by-products with other manufacturers. Companies moving into quadrant C (data-rich manufacturing) would learn a lot more about their customers and in the process boost their ability to customise products, as well as enhance the traceability of their supply chains.
Quadrant D (ecosystem manufacturing) is the most difficult to achieve. Autonomous vehicles would be an example of such manufacturing: close collaboration is required among multiple parties, from software developers and automobile producers to cloud computing providers and map developers. On top of the interconnectedness, participants also share enormous amounts of data and information. In fact, all that combines to create unique capabilities that belong not to any single company, but accrue to the entire ecosystem.
THE A, B, C, AND D IN MANUFACTURING: BUILDING NEW CAPABILITIES
A manufacturer can explore multiple pathways to move from quadrant A to any of the other three quadrants using the five capabilities outlined in Table 1. Based on our framework, different moves require the development of various kinds of offensive capabilities in manufacturing. It is key for companies to develop a mix or a portfolio of capabilities to migrate from quadrant A to other quadrants. After we briefly introduce each of the five capabilities, we discuss how movements from quadrant A could be achieved using specific examples.
Expanded view
With heightened information density of products and interconnectedness of process, factories need to think beyond the production process that converts raw materials into finished products. Manufacturers will need to engage multiple stakeholders and community partners to address potential environmental, social, or regulatory issues. For example, factories could learn how to reduce transaction costs to build trust with partners instead of squeezing extra efficiency out of the assembly line. They can also set up urban facilities that are integrated into residential areas, which will not only reduce commuting time for staff and enhance market responsiveness, but also possibly cut transportation times and exhaust-related pollution.
New technologies
This is linked to Expanded View. The already vast amounts of sensor-generated data that feed into technologies, such as Artificial Intelligence (AI), digital twins, and additive manufacturing amongst many others, will continue to grow and at an accelerating rate. To expand the view of manufacturing, companies’ chosen technology must be built on an architeuture that is more open than that of traditional systems. This allows internal and external partners to build the agility needed to implement the new technology seamlessly, improving things such as the reliability of supplies and the duration of fulfilment lead times. The expected gains are not traditional ones such as cost efficiency, therefore they require management to appreciate the justification for investing in technology that is not traditional ‘manufacturing’.
Products-to-solutions
Business customers, like consumers, are increasingly also buying the experience, not just the product. They also value solutions that take care of long-term operations and mainte ance post-purchase, and what better way to provide that value than building it into the product during manufacturing? The trend of servitisation, where the ‘product’ for sale is a service, is fo cing manufacturing, traditionally a non-customer-facing function, to learn to contribute to the experience.
Intracompany network
Benefits can be gained from increasing the connectedn process within the company, but that is easier said than done. Disruption to existing procedures can hurt manufacturing managers’ key performance indicators or KPIs and therefore temper desire to implement changes, even though manufact ring networks coped with COVID-19 supply disruption much better than standalone factories. Major decisions at the highest level must be taken to reconfigure the architecture of the company’s global production network.
Ecosystems
An interconnected ecosystem is necessary to deliver the solutions and experience customers expect. Manufacturers must learn to collaborate more, and more effectively, with partners to not just improve their manufacturing capabilities but also solve problems that are deemed insurmountable by any single member of the ecosystem.
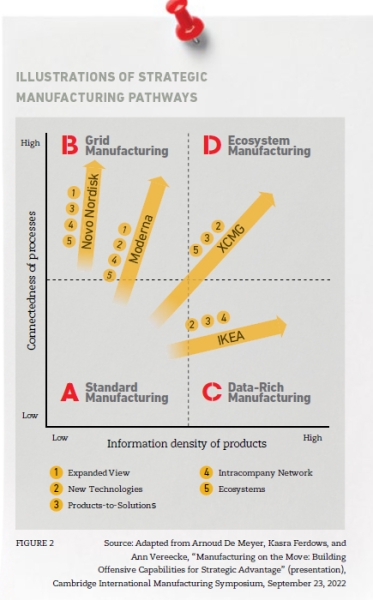
There are multiple pathways that a company can take to move from quadrant A to the other quadrants. We show how it could be done using the capabilities we have discussed above, with illustrations from three large manufacturing companies– Moderna, IKEA, and XCMG (refer to Figure 2).
From A to B: Moderna
Pharmaceutical heavyweight Moderna went from quadrant A to B by enhancing capabilities 1, 2, 4, and 5. The Boston- based company has been fostering closer integration among its manufacturing operations and other internal functions (Capability 4), as well as building a greenfield factory that facilitated the exchange of knowledge beyond its functional walls or silos that hardened according to functions and expertise within a company, such as finance and technology (Capability 1). The company also strengthened its partnerships (Capability 5) within its ecosystem, which culminated in new technologies (mRNA) for making drugs (Capability 2).
Moderna CEO Stéphane Bancel said, “Manufacturing was also a key enabler. If you have great science but cannot make a product, there’s no business. We invested in our own plant in Norwood, which gave us full control over the manufacturing process. We’d have had no chance to go this fast had we relied on contract manufacturers.”4
From A to C: IKEA
IKEA, the world’s largest furniture retailer, shifted from quadrant A to C by focusing on capabilities 2, 3, and 4. By developing new technologies (Capability 2), IKEA was able to address fundamental changes wrought by the uptake of online shopping where a wider variety of options translated into smaller production batches. Its IKEA Place app is an example of ‘products-to-solutions’ (Capability 3) that enhances the customer experience via augmented reality (AR) simulation of a living space.
To put it all together, IKEA has ramped up its intracompany network (Capability 4) by making some of its factories focus on smaller batches to reduce lead times. The goal is to respond to changes in demand more as a network than as standalone factories. As Per Berggren, Head of Industry Strategies, said, “We must increase our production’s agility and shorten our lead times.”5
From A to D: XCMG
XCMG, also known as Xuzhou Construction Machinery Group, is the third largest construction machinery company in the world. The Jiangsu-based construction equipment producer is the largest in China, and it is making the jump from standard manufacturing into ecosystem manufacturing by focusing on capabilities 2, 3, and 5.
Its Xrea Industry Internet platform (Capability 2) is the “first national industrial Internet platform in China, which connects equipment through the Internet of Things (IoT)”.6 It connects over 400,000 pieces of equipment through the IoT and applies the collected data to manage them through enterprise resource planning (ERP) and its manufacturing execution system or MES. The apps to manage all this information move what the open cloud platform offers beyond being merely products to becoming solutions (Capability 3), allowing for predictive maintenance and energy management.
Perhaps the most significant is the ability to capitalise on the entire ecosystem that Xrea represents (Capability 5), which includes working closely with equipment manufacturers, industrial service developers, and industrial app developers. Xrea serves over 1,000 companies spread across more than 20 countries, and covers enterprises ranging from the military, optical cables, and wind power. Its open platform architecture, combined with a treasure trove of data including equipment temperature and ERP information pertaining to project management and supply chain operations, represents an industrial Internet service ecosystem that provides standard intelligent software and hardware interfaces. Third-party software and hardware developers can build custom applications that best suit their manufacturing strategies, in a fashion analogous to app developers writing apps on the Apple or Android platforms.
Many of the capabilities are not new. For example, the need to collaborate better with other parts of the company (Capability 4) is something that has been emphasised for the last 30 years. What we are arguing is that it requires a lot of deepening. At the same time, it is also clear to us that no company can implement all five capabilities at the same time. That said, executives still have a choice. They can follow different paths and find their own way of pursuing or improving their companies’ competitive positioning through manufacturing.
We also emphasise that migrating from quadrant A to other quadrants by itself is not a superior move. There is still a role for traditional manufacturing, such as the straightforward bottling of soft drinks and the production of very simple gadgets. In this instance, simple and straightforward manufacturing with low data intensity, and without the pressure for tight integration with others, would suffice.
REVITALISING THE ROLE OF THE MANUFACTURING EXECUTIVE
As one can surmise, building direct links to customers and providing ‘solutions’ to them instead of mere ‘products’, learning to work closely with members of the same ecosystems as partners, deploying new technologies, and enhancing the sustainability of end-to-end supply chains call for innovative and creative ways to upgrade the strategic role of manufacturing.
Another obvious consequence as the strategic role of manufacturing shifts from defensive to offensive is that manufacturing executives will come into frequent contact with senior management in their companies. We briefly suggest three new sets of skills that they need to develop. First, when looking inwardly within the company, the manufacturing executive must gain a comprehensive understanding of the company’s internal production network and supply ecosystem. Second, success with partners in the network and ecosystem often cannot be achieved through fiat. Executives must hone their ability to influence others and become better communicators as they need to interact with all stakeholders, including partners who operate outside manufacturing, who may be in their end-to-end supply chain, business ecosystem, and the broader community. Third and last, it behoves the managers to expand their knowledge of new and emerging technologies from big data and digital tools to AI and blockchain. They must actively look for new ways to help customers in the solutioning process.
CONCLUSION
In this article, we make the case that manufacturing can become strategic again and help companies create a competitive advantage. To do so, companies need to develop new offensive capabilities by capitalising on two prevailing trends: first, increasing the information density of the products, and second, building tighter connections among different manufacturing processes. Our framework provides a useful first step to show that when manufacturing builds the right portfolio of capabilities, it can upgrade its strategic role. Further studies are required to build on the general capabilities that we have articulated and customise the appropriate combinations of these capabilities that help achieve specific business objectives.
Re-casting the role of manufacturing in a strategically important light confers prestige on a previously operational department, making it an attractive career option for young and ambitious managers once more. However, these managers will need more than just technical know-how and supply chain management experience. They must pick up new skill sets and cultivate a thorough understanding of digitalisation. This means that they will also need to stay abreast of new technologies and become better at collaborating with counterparts serving other functions within the same company and beyond its confines.
Dr Arnoud De Meyer
is Professor Emeritus of Operations Management at Singapore Management University
Dr Kasra Ferdows
is Professor of Operations and Information Management at Georgetown University
Dr Ann Vereecke
is Professor of Operations Management at Vierick Business School and Ghent University
This article is based on the 2023 Production and Operations Management (POM) paper that the authors co-authored (see endnote 1) and a presentation given at the Cambridge International Manufacturing Symposium on September 23, 2022.
Endnotes
1. For more details on the two trends, see Arnoud De Meyer, Kasra Ferdows, and Ann Vereecke, “Putting Manufacturing on the Offensive”, Production and Operations Management, 32(1), 2023.
2. Arnoud De Meyer and Peter J. Williamson, “Ecosystem Edge: Sustaining Competitiveness in the Face of Disruption”, Stanford University Press, 2020.
3. Kalundborg Symbiosis, “Numbers Speak a Thousand Words”.
4. Massardier & Co, “Moderna (A)”.
5. Kasra Ferdows and Jan Olhager, “IKEA Goes Online: Implications for its Manufacturing”, Georgetown University and Lund University, 2020.
6. XCMG, “How Does XCMG, a Small Company, Rise to its Global Position as No. 6 in the Global Industry?”, August 6, 2018.
Last updated on 29 Nov 2023 .